






PARAMETRI IZDELKA
| Ime izdelka | Reduktor cevi |
| Velikost | 1/2"-24" brezšivne, 26"-110" varjene |
| Standardno | ANSI B16.9, EN10253-2, DIN2616, GOST17378, JIS B2313, MSS SP 75 itd. |
| Debelina stene | SCH5S, SCH10, SCH10S, STD, XS, SCH40S, SCH80S, SCH20, SCH30, SCH40, SCH, 60, SCH80, SCH160, XXS, prilagojeno itd. |
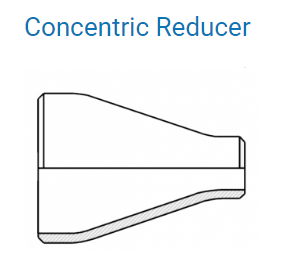
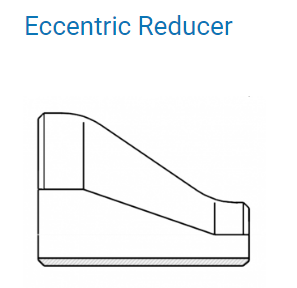
| Vrsta | Koncentrično ali ekscentrično |
| Postopek | Brezšivne ali varjene s šivom |
| Konec | Poševni konec/BE/čelno varjenje |
| Površina | vloženo, valjanje peska, poliranje, poliranje zrcalnih površin itd. |
| Material | Nerjaveče jeklo:A403 WP304/304L, A403 WP316/316L, A403 WP321, A403 WP310S, A403 WP347H, A403 WP316Ti, A403 WP317, 904L, 1,4301, 1,4307, 1,4401, 1,4571, 1,4541, 254Mo itd. |
| Dupleksno nerjaveče jeklo:UNS31803, SAF2205, UNS32205, UNS31500, UNS32750, UNS32760, 1,4462, 1,4410, 1,4501 itd. | |
| Nikljeva zlitina:inconel600, inconel625, inconel690, incoloy800, incoloy 825, incoloy 800H, C22, C-276, Monel400, Alloy20 itd. | |
| Uporaba | Petrokemična industrija; letalska in vesoljska industrija; farmacevtska industrija, izpušni plini; elektrarne; ladjedelništvo; čiščenje vode itd. |
| Prednosti | na zalogi, hitrejši dobavni rok; na voljo v vseh velikostih, po meri; visoka kakovost. |
UPORABA REDUKTORJA IZ JEKLENIH CEVI
Jekleni reduktorji se uporabljajo v kemičnih tovarnah in elektrarnah. Zaradi njih je cevovodni sistem zanesljiv in kompakten. Ščitijo ga pred kakršnimi koli negativnimi vplivi ali toplotnimi deformacijami. Ko so v tlačnem krogu, preprečujejo kakršno koli puščanje in so enostavni za namestitev. Reduktorji, prevlečeni z nikljem ali kromom, podaljšujejo življenjsko dobo izdelka, kar je uporabno za visokotlačne cevovode, in preprečujejo korozijo.
VRSTE REDUKTORJEV
Koncentrični reduktorji se pogosto uporabljajo, ekscentrični reduktorji pa se uporabljajo za vzdrževanje nivoja zgornje in spodnje cevi. Ekscentrični reduktorji preprečujejo tudi ujetje zraka v cevi, koncentrični reduktor pa odpravlja hrup.
PROIZVODNI POSTOPEK REDUKTORJA IZ JEKLENIH CEVI
Za reduktorje obstajajo različni proizvodni postopki. Ti so izdelani iz varjenih cevi z zahtevanim polnilnim materialom. Vendar pa cevi EFW in ERW ne morejo uporabljati reduktorja. Za izdelavo kovanih delov se uporabljajo različne vrste metod, vključno s postopki hladnega in vročega oblikovanja.
PODROBNE FOTOGRAFIJE
1. Poševni konec v skladu z ANSI B16.25.
2. Najprej grobo polirajte, preden brusite z valjanjem, nato bo površina veliko gladka.
3. Brez laminacije in razpok.
4. Brez kakršnih koli popravil varjenih spojev.
5. Površinska obdelava je lahko lužena, valjana z brušenjem, matirana, polirana z zrcalnim efektom. Cena je seveda različna. Za vašo informacijo, valjana površina z brušenjem je najbolj priljubljena. Cena za valjanje z brušenjem je primerna za večino strank.
INŠPEKCIJA
1. Meritve dimenzij, vse znotraj standardne tolerance.
2. Toleranca debeline: +/- 12,5 % ali na vašo zahtevo.
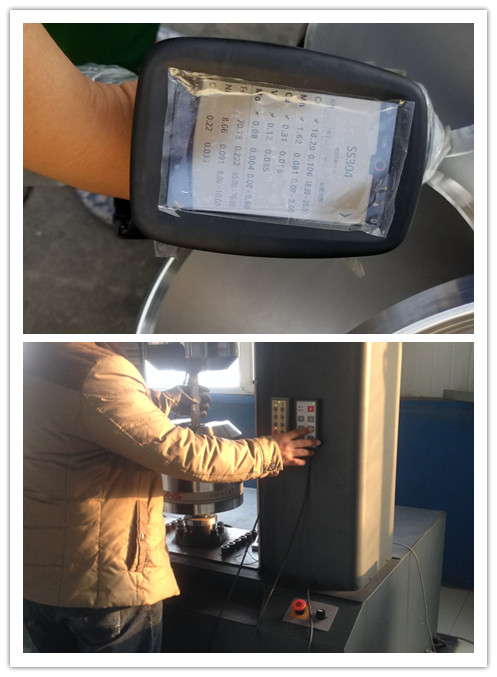
3. PMI
4. fizioterapija, ultrazvok, rentgenski test.
5. Sprejmite pregled tretje osebe.
6. Dobava MTC, certifikat EN10204 3.1/3.2, NACE
7. ASTM A262 praksa E

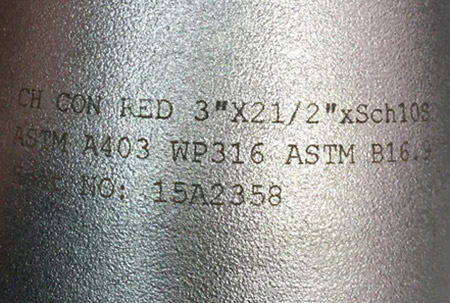
OZNAČEVANJE
Na vašo zahtevo lahko izvedemo različna označevalna dela. Sprejemamo označevanje vašega logotipa.
PAKIRANJE IN DOSTAVA
1. Pakirano z vezanim kovčkom ali paleto iz vezanega lesa.
2. Na vsak paket bomo namestili seznam za pakiranje.
3. Na vsak paket bomo namestili oznake za pošiljanje. Besede oznak so na vašo zahtevo.
4. Vsi materiali za leseno embalažo ne potrebujejo fumigacije.

Jekleni reduktorji se uporabljajo v kemičnih tovarnah in elektrarnah. Zaradi njih je cevovodni sistem zanesljiv in kompakten. Ščitijo ga pred kakršnimi koli negativnimi vplivi ali toplotnimi deformacijami. Ko so v tlačnem krogu, preprečujejo kakršno koli puščanje in so enostavni za namestitev. Reduktorji, prevlečeni z nikljem ali kromom, podaljšujejo življenjsko dobo izdelka, kar je uporabno za visokotlačne cevovode, in preprečujejo korozijo.
Koncentrični reduktorji se pogosto uporabljajo, ekscentrični reduktorji pa se uporabljajo za vzdrževanje nivoja zgornje in spodnje cevi. Ekscentrični reduktorji preprečujejo tudi ujetje zraka v cevi, koncentrični reduktor pa odpravlja hrup.
Za reduktorje obstajajo različni proizvodni postopki. Izdelani so iz varjenih cevi z zahtevanim polnilnim materialom. Vendar pa cevi EFW in ERW reduktorja ni mogoče uporabiti. Za izdelavo kovanih delov se uporabljajo različne metode, vključno s postopki hladnega in vročega oblikovanja.

Podrobne fotografije
1. Poševni konec v skladu z ANSI B16.25.
2. Najprej grobo polirajte, preden brusite z valjanjem, nato bo površina veliko gladka.
3. Brez laminacije in razpok.
4. Brez kakršnih koli popravil varjenih spojev.
5. Površinska obdelava je lahko lužena, valjana z brušenjem, matirana, polirana z zrcalnim efektom. Cena je seveda različna. Za vašo informacijo, valjana površina z brušenjem je najbolj priljubljena. Cena za valjanje z brušenjem je primerna za večino strank.
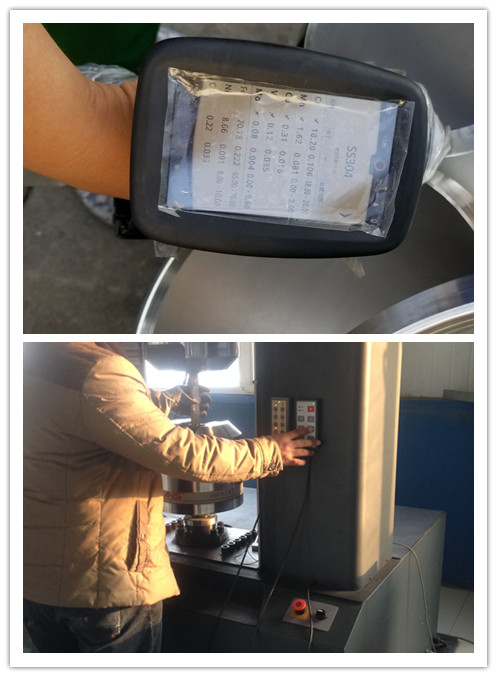
Inšpekcijski pregled
1. Meritve dimenzij, vse znotraj standardne tolerance.
2. Toleranca debeline: +/- 12,5 % ali na vašo zahtevo.
3. PMI
4. fizioterapija, ultrazvok, rentgenski test.
5. Sprejmite pregled tretje osebe.
6. Dobava MTC, certifikat EN10204 3.1/3.2, NACE
7. ASTM A262 praksa E
Označevanje
Na vašo zahtevo lahko izvedemo različna označevalna dela. Sprejemamo označevanje vašega logotipa.

Pakiranje in pošiljanje
1. Pakirano z vezanim kovčkom ali paleto iz vezanega lesa.
2. Na vsak paket bomo namestili seznam za pakiranje.
3. Na vsak paket bomo namestili oznake za pošiljanje. Besede oznak so na vašo zahtevo.
4. Vsi materiali za leseno embalažo ne potrebujejo fumigacije.
Cevno-armatura je ključni element cevovodnega sistema, ki se uporablja za povezovanje, preusmerjanje, odvajanje, spreminjanje velikosti, tesnjenje ali nadzor pretoka tekočin. Široko se uporablja na področjih, kot so gradbeništvo, industrija, energetika in komunalne storitve.
Ključne funkcije:Opravlja lahko funkcije, kot so povezovanje cevi, spreminjanje smeri toka, delitev in združevanje tokov, prilagajanje premerov cevi, tesnjenje cevi, krmiljenje in regulacija.
Področje uporabe:
- Oskrba z vodo in odvodnjavanje stavbe:Za vodovodna omrežja se uporabljajo PVC komolci in PPR tris.
- Industrijski cevovodi:Za transport kemičnih medijev se uporabljajo prirobnice iz nerjavečega jekla in komolci iz legiranega jekla.
- Prevoz energije:Visokotlačni jekleni cevni fitingi se uporabljajo v naftovodih in plinovodih.
- Ogrevanje, prezračevanje in klimatizacija (HVAC):Za povezovanje cevovodov hladilnega sredstva se uporabljajo bakreni cevni fitingi, za zmanjšanje vibracij pa fleksibilni spoji.
- Namakanje v kmetijstvu:Hitri spojniki olajšajo montažo in demontažo namakalnih sistemov z razpršilniki.
-

ASTM B 16.9 Pipe Fitting Carbon Steel Butt Weld...
-

ANSI B16.9 stainless steel 45 degree butt weld ...
-

carbon steel 90 Degree Black Steel Hot Inductio...
-

304 304L 321 316 316L stainless steel 90 degree...
-

carbon steel low temperature steel bend elbow w...
-

sch80 ss316 stainless steel Butt Weld Eccentri...




